

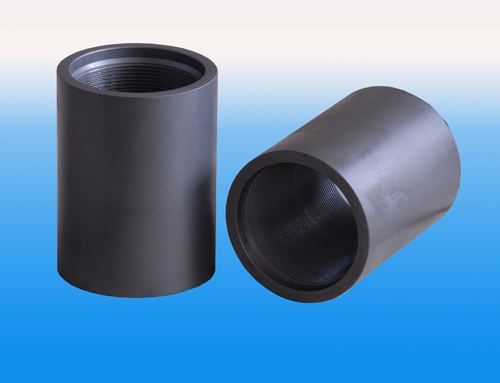
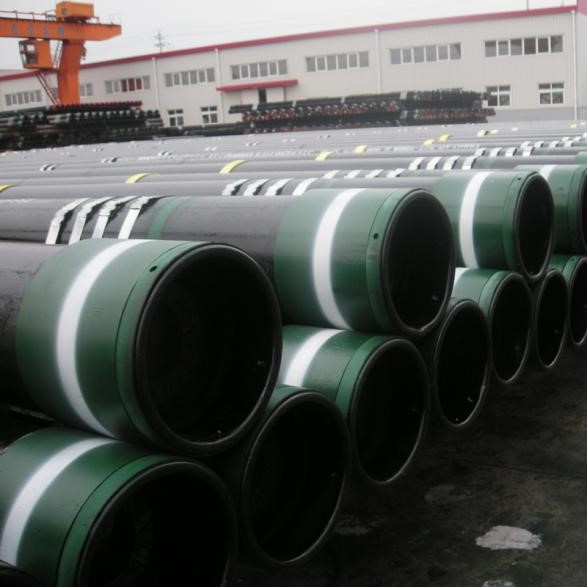
油管接箍的高頻焊接過(guò)程的注意事項(xiàng)
對(duì)于一些需要密封和耐壓的高頻焊接有色金屬管,渦流檢測(cè)是一個(gè)重要問(wèn)題。首先,低度目前只有0.3毫米。等效圓孔的缺陷,油管接箍不能滿足汽車散熱器管和空調(diào)內(nèi)螺紋的要求。
因此,這種管道還應(yīng)進(jìn)行保壓試驗(yàn)或密封試驗(yàn)。根據(jù)產(chǎn)品技術(shù)條件的不同和具體要求,油管接箍可采用水或氣。
調(diào)節(jié)靈敏度使從樣品中檢測(cè)到的小凹陷等于產(chǎn)品技術(shù)條件或具體技術(shù)程序中規(guī)定的低允許缺陷,即以這種靈敏度作為檢測(cè)英寸靈敏度的標(biāo)準(zhǔn)。
由于封閉孔型前鋼帶的外張力和內(nèi)壓縮,由于管坯形成后直徑減小,內(nèi)、外周長(zhǎng)差的組合,使得v形接觸容易形成。
適當(dāng)增加開口角度。開口角度越小,高頻電流鄰近效應(yīng)越強(qiáng),油管接箍焊接的熱效率越高,開口角度越大。焊接的熱效率越低,但熔融金屬攜帶氧化物的排出越有利。因此,適當(dāng)增加開口角度可焊接夾雜物。在實(shí)際生產(chǎn)中,由于原材料或生產(chǎn)工藝控制不當(dāng),ERW焊管焊接或賤金屬會(huì)在各種出版物中產(chǎn)生缺陷,給出焊接管缺陷的名稱、形狀和原因。

如果v形內(nèi)壁的接觸時(shí)間比外壁長(zhǎng),外焊電流較小,內(nèi)外溫度差異較大,可能造成油管接箍的焊接缺陷。因此,在實(shí)際生產(chǎn)時(shí),必須控制v形的尺寸,并且對(duì)接類型必須盡可能地控制像i型的v形。
推薦產(chǎn)品







同類文章排行
- 當(dāng)前市場(chǎng)上不同品牌和規(guī)格的油管接箍的價(jià)格水平
- 低價(jià)位油管接箍的質(zhì)量風(fēng)險(xiǎn)有哪些?
- 油管接箍的價(jià)格趨勢(shì)和預(yù)測(cè)
- 油管接箍的小知識(shí)
- 油管接箍?jī)r(jià)格會(huì)不會(huì)影響石油的價(jià)格
- 石油管接箍?jī)r(jià)格會(huì)不會(huì)受石油價(jià)格波動(dòng)影響
- 石油管接箍?jī)r(jià)格會(huì)不會(huì)隨石油價(jià)格波動(dòng)
- 石油管接箍?jī)r(jià)格受什么因素影響較大
- 石油管接箍?jī)r(jià)格的波動(dòng)通常受什么因素影響
- 油管接箍?jī)r(jià)格會(huì)不會(huì)隨著石油價(jià)格波動(dòng)